Технология производства твердосплавного инструмента
 Промышленные производства, применяющие процессы механической обработки, предъявляют всё более высокие требования к качеству режущего инструмента.
Промышленные производства, применяющие процессы механической обработки, предъявляют всё более высокие требования к качеству режущего инструмента.
На сегодняшний день наибольшее распространение среди режущих материалов получили твердые сплавы, обладающие благодаря своему химическому составу и микроструктуре уникальным комплексом физико-механических свойств.
Твёрдые сплавы представляют собой композиционный материал, состоящий из твёрдой тугоплавкой основы (карбиды вольфрама, титана, тантала, карбонитрид титана и пр.) и пластичной металлосвязки (кобальт, никель, железо, молибден и пр.).
Такой состав позволяет материалу сочетать высокую твёрдость с прочностью и ударной вязкостью. Кроме того, твердые сплавы обладают высокой термостойкостью, что также позволяет использовать их в качестве режущего материала для высокоскоростной механической обработки.
Наиболее часто используемые инструментальной промышленностью твердые сплавы изготавливаются на основе карбида вольфрама (WC) с кобальтовой (Co) связкой и носят название вольфрамкобальтовых сплавов. Они выпускаются как с химическим составом WC-Co, так и легированные различными добавками: ингибиторами роста зерна (напр., Cr3C2, VC), модификаторами металлосвязки (напр., Re) и т.д.
Такие сплавы широко применяются для изготовления осевого инструмента: концевых фрез, свёрл, развёрток, борфрез и пр.
В ряде случаев в состав вольфрамкобальтовых твердых сплавов вводят карбиды титана (TiC) и тантала (TaC). Сплавы, содержащие в своей основе карбиды WC-TiC и WC-TiC-TaC называются соответственно титановольфрамовыми и титанотанталовольфрамовыми и широко используются в производстве сменных многогранных пластин. Данные сплавы обладают большей твёрдостью и большей термостойкостью, но, как правило, меньшей прочностью, чем вольфрамкобальтовые твердые сплавы. Современные инструментальные заводы изготавливают большой спектр металлорежущего инструмента.
По типу конструкции твердосплавный инструмент можно разделить на 3 категории:
1) монолитный инструмент (например, концевые фрезы, свёрла);
2) напайной инструмент (например, напайные резцы, борфрезы);
3) сборный инструмент (например, сборные фрезы, резцы).
В большинстве случаев технология производства твердосплавного инструмента состоит из 3 частей:
1) изготовление твердосплавных заготовок;
2) сборка/пайка;
3) механическая обработка.
Производство твердосплавных заготовок.
Заготовки инструмента, как и прочие изделия из твёрдого сплава, изготавливаются методом порошковой металлургии. Большинство инструментальных заводов начинают цикл производства заготовок с приготовления твердосплавной смеси из порошкообразных компонентов - порошков карбидов и металлов. Для этих целей применяют агрегаты мокрого размола: аттриторы или шаровые вращающиеся мельницы.
Из порошкообразной смеси с использованием органических пластификаторов готовят твердосплавный пресс-порошок или пресс-массу в случае формования методом экструзии.
На стадии формования заготовок применяется либо метод холодного прессования порошка в пресс-формах, либо метод экструзии (при изготовлении твердосплавных стержней). Для придания определённой формы заготовки могут подвергаться механической обработке. Перед осуществлением некоторых видов механической обработки заготовки предварительно пластифицируют парафином для придания им необходимых механических свойств.
Сформованные заготовки подвергаются спеканию - термической обработке в защитной атмосфере при температуре 1350-1550оС для окончательного формирования сплава. В процессе спекания легкоплавкая составляющая (металлосвязка) плавится, смачивает зёрна карбидов и заполняет собой пустоты, способствуя получению сплава с практически беспористой структурой.
Спекание ведётся либо в среде водорода, либо в вакууме. В современных печах используют в качестве атмосферы спекания вакуум, а на последней стадии процесса заготовки дополнительно подвергают действию высокого давления инертного газа (аргона), что также устраняет остаточную пористость.
При изготовлении заготовок важным является контроль качества процесса производства и контроль качества продукции. Предварительный анализ сырья включает в себя гранулометрический и химический анализ порошков карбидов и металлов, в том числе, контроль содержания примесей и содержания углерода. Те же характеристики проверяют у готовой твердосплавной смеси.
При формовании важными контрольными параметрами являются размеры и масса заготовок, распределение плотности и наличие макродефектов (особенно, трещин). После спекания изделий тщательному контролю подвергаются как их размеры, так и микроструктурные параметры сплава. Для анализа микроструктуры используются методы неразрушающего контроля: проверка плотности гидростатическим взвешиванием, твёрдости с помощью твердомера, магнитных характеристик (обычно - коэрцитивной силы и магнитного насыщения сплава). При необходимости проводится металлографический анализ микроструктуры.
Сборка и пайка заготовок
В сборном и напайном инструменте твердый сплав используется только в качестве режущего материала, а для изготовления державок используют сталь. При этом стальные державки и твердосплавные режущие части крепятся между собой либо механически, как в случае сборного инструмента, либо пайкой, как в случае напайного.
На операции сборки и пайки поступают коронки и хвостовики, прошедшие предварительно технический контроль. При проверке хвостовиков кроме геометрических параметров проверяют их твёрдость.
Закрепление режущих пластин в сборном инструменте производится с применением строго определённых усилий зажима. Перед закреплением режущей части в державке с высокой точностью готовят посадочное гнездо. Для повышения прочности крепления и точности инструмента перед соединением проводят очистку контактных поверхностей.
Подготовка твердосплавных заготовок к пайке обычно заключается в очистке припаиваемой поверхности от дефектного слоя и загрязнений. Очистку проводят либо пескоструйным методом, либо шлифованием алмазными кругами. Аналогично к пайке готовят и стальные державки.
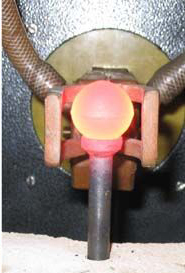
Для осуществления процесса пайки заготовки нагревают либо в печах с инертной атмосферой, либо токами высокой частоты, либо электрическим сопротивлением. В качестве припоя при этом используют целый ряд материалов, выбор которых зависит от конфигурации производимого инструмента, свойств твердого сплава и стали, а также от вида паяльной установки. Широкое распространение получили припои на основе меди и серебра.
При пайке твердого сплава со сталью в твердосплавной заготовке возникают высокие термические напряжения. Это связано с тем, что коэффициент теплового расширения у твердых сплавов значительно меньше, чем у сталей, что при охлаждении в процессе пайки приводит к появлению в твердом сплаве высоких растягивающих напряжений, и, как следствие, создает опасность разрушения заготовок. Поэтому важными являются меры по защите твердосплавной заготовки от появления трещин.
Паяные соединения подвергаются проверке на прочность. Требуемая величина прочности соединения зависит от конструкции и назначения инструмента.
Механическая обработка.
Окончательный вид твердосплавный инструмент приобретает после операций механической обработки, которой может быть подвержены как державки, так и режущие части. Высокие физико-механические свойства твердых сплавов затрудняют их обработку. Поэтому для механической обработки твердых сплавов чаще всего применяют шлифование алмазными кругами.
В производстве осевого инструмента широко используют шлифовально-заточные станки с ЧПУ. Сменные многогранные пластины шлифуются на плоскошлифовальных станках по опорным и задним поверхностям. В случае изготовления монолитного инструмента в качестве исходного материала используется твёрдый сплав в виде стержней, из которых перед заточкой получают заготовки необходимой длины с помощью отрезных станков. В процессе шлифования используется обильная подача СОЖ, поскольку шлифование твердого сплава всегда сопровождается обильным выделением тепловой энергии.
По окончании механической обработки твердосплавного инструмента проводят контроль его геометрических параметров и, при необходимости, биения режущих частей относительно державок. Контроль геометрии режущих кромок (углов заточки зубьев, наклона спирали и т.д.) осуществляется либо с помощью инструментальных микроскопов, либо с помощью универсальных измерительных машин.
Шлифование твердых сплавов является низкопроизводительным процессом, поэтому инструментальные предприятия проводят исследовательские работы для повышения скорости обработки без потери качества готового инструмента.